
如果机器刺绣有一个共同点,那就是我们都讨厌频繁的线程中断。

断线率问题是刺绣机最常见的问题,产生断线的原因有单方面的,如刺绣工艺、操作工技能、电脑参数、物料配合、工厂条件和环境等,也有多方面的综合原因引起。
我们一般用40支工股专用缝纫线进行缝制,如果你是买的一些劣质的绣花线,里面结头多,松紧不均容易断线。换一种线试试看,可能你的问题就解决了。


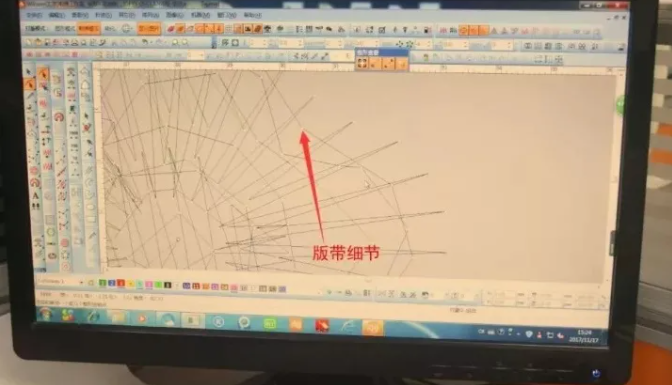
02版带问题
电脑绣花制版时版带短针步过多容易造成断线。比如版带交叉或重叠的地方,存在太厚的针迹,容易出现断线、包轮廓边跑位。

用错了太小的针,电脑绣花机根据功能不同,一般是细针配细线,粗针配粗线,比如120D的线一般用11号针,75D的线一般用7号针。


机器针板孔原因,检查针板孔有无毛刺,刮痕,如果长期没有用砂纸打磨,就容易断线、毛线。

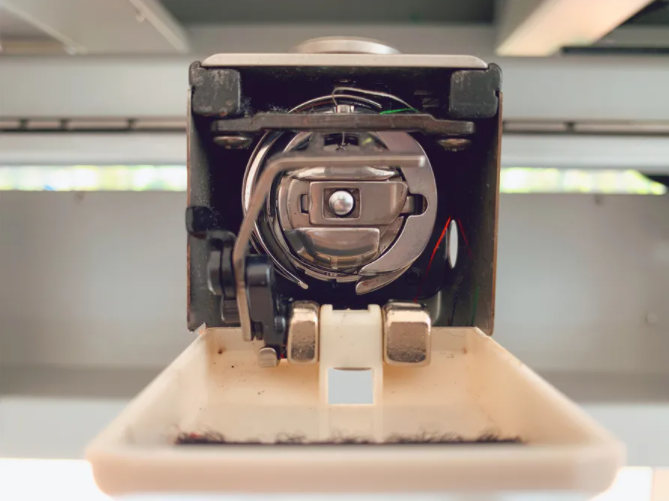
梭床原因主要分为三大类,①梭床有毛刺(磨损),容易断线、毛线,用1200细沙纸打磨光滑就可以了,梭床磨损大只能换新的。②绣花机梭床和针的间距大小,如过大或过小也会导致毛线,断线,漏针,间接导致断针,正常间隙一般0.1~0.3mm左右。③检查主轴是否在201°定旋梭,旋梭针要完全包住针杆,若靠前或靠后的偏差太多也容易断线、毛线,带不起底线。


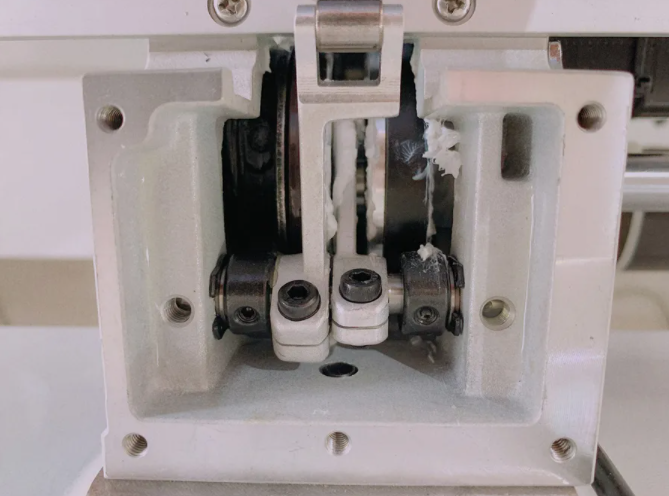
机器挑线凸轮缠线,清理不干净,就很容易出现机针断线。
底面线张力不正常。底线张力在20~35克,面线张力在100~130克。从绣品底面观察底线要占1/3,面线要占2/3。



除了上述原因之外,绣花机断线还受刺绣的物料,机器转速,工厂环境等因素影响,对断线问题的处理既要有刺绣机的基本工作原理知识,也要有丰富的处理经验,可以是单个原因所引起的,也可以是由多个原因所引起的。减少和解决刺绣机的断线问题是行业共同的课题,低断线率是绣花机质量的重要指标,可提升机器的生产效率,为客户实现更大的经济效益。
声明:部分图片和文字来源于网络,仅供学习和研究使用。我们尊重每一位作者的版权,如有涉嫌侵权的行为、内容请及时联系,我们将尽快予以撤除。


